

Поиск по сайту:




 Скребок очистной "Ромашка" предназначен для очистки внутренней поверхности трубопроводов различного назначения от отложений, загрязнений, продуктов коррозии и удаления попавших в трубопровод посторонних предметов. Для очистки скребок протаскивается несколько раз по трубопроводу с помощью лебедки. При этом внутренний диаметр трубопровода может быть от 100 до 300 мм.
Скребок очистной "Ромашка" предназначен для очистки внутренней поверхности трубопроводов различного назначения от отложений, загрязнений, продуктов коррозии и удаления попавших в трубопровод посторонних предметов. Для очистки скребок протаскивается несколько раз по трубопроводу с помощью лебедки. При этом внутренний диаметр трубопровода может быть от 100 до 300 мм.
Максимальная толщина очищаемых отложений не должна быть более 15% от условного прохода трубопровода (Минимальный проходимый диаметр: 0,85 наружного диаметра трубопровода).
Все повороты на трубопроводе должны быть выполнены с применением крутоизогнутых согласно ГОСТ 17375-83, минимальный радиус поворота должен быть не менее 1,5 наружного диаметра трубопровода (для оборудования диаметром 200-550 мм) и не менее 2,5 наружного диаметра трубопровода (для оборудования диаметром свыше 550 мм).
Очищаемый трубопровод не должен иметь выступающих во внутреннюю полость элементов, так как это может препятствовать движению очистного устройства или привести к его разрушению.
Задвижки, установленные на очищаемом участке трубопровода, должны быть равнопроходного сечения с трубопроводом и находиться в исправном состоянии.
Твердость очищаемых отложений во влажном состоянии должна быть не больше 2х по шкале Мооса.
Организация и проведение работ по очистке направлены на восстановление пропускной способности трубопроводов и на удаление отложений, загрязняющих транспортируемый реагент.
Все технические мероприятия по подготовке и проведению очистки должны осуществляться с соблюдением действующих правил технической эксплуатации, техники безопасности и пожарной безопасности, требования настоящей инструкции.
Организация и проведение очистки включают в себя:
Основные технические характеристики Скребка очистного "Ромашка" представлены в таблице:
| № пп | Диаметр очищаемой трубы, мм | Внешний диаметр скребка, мм | Длина скребка, мм | Вес скребка, кг | Тяговое усилие, т | Скорость очистки, м/сек | Количество лепестков | Материал резины | Материал лепестков / крепления / др. элементов |
| 1 | 100 | 110 | 100 | до 1,5 | до 5 | не более 0,12 | 20 | армированная 2Ф-II-МБС-С-5 или армированная 2Ф-II-ТМКЩ-С-5 | Пружинная сталь 65Г |
| 2 | 150 | 160 | 100 | до 2 | до 5 | не более 0,12 | 20 | армированная 2Ф-II-МБС-С-5 или армированная 2Ф-II-ТМКЩ-С-6 | Пружинная сталь 65Г |
| 3 | 200 | 220 | 110 | до 4 | до 5 | не более 0,12 | 24 | армированная 2Ф-II-МБС-С-5 или армированная 2Ф-II-ТМКЩ-С-7 | Пружинная сталь 65Г |
| 4 | 250 | 270 | 120 | до 6 | до 5 | не более 0,12 | 32 | армированная 2Ф-II-МБС-С-5 или армированная 2Ф-II-ТМКЩ-С-8 | Пружинная сталь 65Г |
| 5 | 300 | 320 | 130 | до 8 | до 5 | не более 0,12 | 40 | армированная 2Ф-II-МБС-С-5 или армированная 2Ф-II-ТМКЩ-С-9 | Пружинная сталь 65Г |
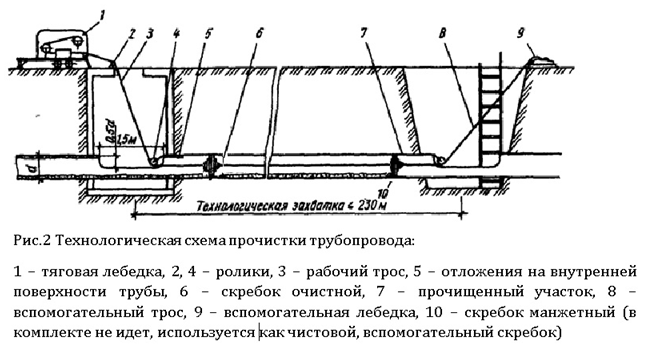
Схема очистки Скребком очистным "Ромашка" следующая:
На Рисунке показана технологическая схема механической прочистки стального трубопровода. Заведение тросов и прочистных устройств в трубопровод осуществляется через вырезы в трубах, доходящих до половины диаметра и длиной до 1,5 м. Вскрывают (вырезают) трубопровод на концах технологической захватки в существующем колодце или в специально открытом котловане, как показано на рисунке.
Расставить членов бригады возле места входа и выхода очистного устройства для наблюдения за движением очистного устройства с соблюдением мер предосторожности при работе с тяговым устройством.
Скребок очистной "Ромашка" 6 при помощи тяговой лебедки / посредством рабочего троса 3 и с использованием роликов 2 и 4 протаскивается внутри трубопровода 5, очищая при этом внутреннюю поверхность трубопровода. Прочистку трубопровода производят до полного снятия отложений (до сплошного металлического блеска). Количество протаскиваний скребка очистного зависит от прочности и толщины отложений и может достигать 5...6 раз.
Взрыхленные и опавшие на дно трубы отложения удаляют с помощью манжетного снаряда 10 или промывкой трубопровода. Вспомогательные трос 8 и лебедка 9 служат для возвращения рабочего троса в исходное рабочее положение, а также продергивания скребка очистного или манжетного снарядов в случае застревания (заклинивания) при их рабочем ходе.



 Компания ООО "ЗЕВС-ТРУБОПРОВОД" разработала и предлагает Вашему вниманию новый, уникальный аппарат механической очистки с жестким валом "ДУСЯ", который предназначен для удаления отложений любой твердости трубчатых теплообмеников преимущественно c вертикальным расположением трубок.
Компания ООО "ЗЕВС-ТРУБОПРОВОД" разработала и предлагает Вашему вниманию новый, уникальный аппарат механической очистки с жестким валом "ДУСЯ", который предназначен для удаления отложений любой твердости трубчатых теплообмеников преимущественно c вертикальным расположением трубок. Компания «ЗЕВС-ТРУБОПРОВОД» открывает новое направление своей деятельности: с этого момента мы становимся дилерами, а в будущем и сервисным центром Группы компаний «Интерпромо» - производителя и поставщика широкого спектра оборудования, комплектующих, расходных материалов и химии, а также современного насосного оборудования для различных отраслей промышленности.
Компания «ЗЕВС-ТРУБОПРОВОД» открывает новое направление своей деятельности: с этого момента мы становимся дилерами, а в будущем и сервисным центром Группы компаний «Интерпромо» - производителя и поставщика широкого спектра оборудования, комплектующих, расходных материалов и химии, а также современного насосного оборудования для различных отраслей промышленности.  Группа Компаний "ЗЕВС" совместно с Объединенной Горной Компанией - ОГК провели уникальный эксперимент по контролируемому разрушению гранитных плит установкой ЗЕВС с помощью электрогидроимпульсного разряда в лаборатории ООО "ЗЕВС-ТРУБОПРОВОД".
Группа Компаний "ЗЕВС" совместно с Объединенной Горной Компанией - ОГК провели уникальный эксперимент по контролируемому разрушению гранитных плит установкой ЗЕВС с помощью электрогидроимпульсного разряда в лаборатории ООО "ЗЕВС-ТРУБОПРОВОД". В нашей компании разработано несколько новых установок, которые расширяют номенклатуру производимых нами изделий. Это электрогидроимпульсаня установка Сварожич Т и Лабораторный комплекс ЗЕВС Стандарт ШРЕДЕР.
В нашей компании разработано несколько новых установок, которые расширяют номенклатуру производимых нами изделий. Это электрогидроимпульсаня установка Сварожич Т и Лабораторный комплекс ЗЕВС Стандарт ШРЕДЕР. Наша компания готова изготовить любые не стандартные изделия, для производства которых требуются токарные, фрезерные работы.Если Вам необходим индивидуальный подход, то Вы можете обратиться к нам и мы с удовольствием решим Вашу проблему. По умеренным ценам мы изготовим по Вашим образцам, эскизам или чертежам любые изделия из металла, нержавеющей стали, полиэтилена, капролона и т.п.
Наша компания готова изготовить любые не стандартные изделия, для производства которых требуются токарные, фрезерные работы.Если Вам необходим индивидуальный подход, то Вы можете обратиться к нам и мы с удовольствием решим Вашу проблему. По умеренным ценам мы изготовим по Вашим образцам, эскизам или чертежам любые изделия из металла, нержавеющей стали, полиэтилена, капролона и т.п. Уважаемые наши клиенты! Наша компания ООО "ЗЕВС-ТРУБОПРОВОД" переехала на новую производственную площадку. Теперь наш офис и производство располагаются по адресу 143502, Московская область, г. Истра, ул. Вокзальная, д.1, пом.1. Также Вы можете задать нам любые вопросы по телефонам +7 495 150 1483 или 8 800 500 1483 (звонок по России бесплатный).
Уважаемые наши клиенты! Наша компания ООО "ЗЕВС-ТРУБОПРОВОД" переехала на новую производственную площадку. Теперь наш офис и производство располагаются по адресу 143502, Московская область, г. Истра, ул. Вокзальная, д.1, пом.1. Также Вы можете задать нам любые вопросы по телефонам +7 495 150 1483 или 8 800 500 1483 (звонок по России бесплатный).